AS ISO 10816 & 20816 – Mechanical Vibration | Hamilton By Design
Mechanical vibration is one of the earliest indicators that rotating equipment is developing a fault. Standards such as AS ISO 10816 and AS ISO 20816 provide a consistent framework for measuring, evaluating, and managing vibration in industrial machinery.
At Hamilton By Design, we help clients apply these standards in a practical, engineering-led way by connecting vibration data with mechanical design, asset condition, and real-world site conditions.
What Are AS ISO 10816 and AS ISO 20816?
The AS ISO 10816 / 20816 standards define:
- How mechanical vibration should be measured on machines
- How vibration severity should be evaluated
- What vibration levels are considered acceptable, marginal, or unacceptable
These standards are commonly applied to motors, pumps, gearboxes, compressors, fans, conveyors, and other rotating equipment where vibration provides an early warning of mechanical or structural issues.
Why Mechanical Vibration Standards Matter
Using vibration data without a recognised standard often leads to inconsistent interpretation and delayed action. Applying AS ISO 10816 / 20816 helps organisations to:
- Identify mechanical problems early
- Reduce unplanned downtime and breakdowns
- Prevent secondary damage to bearings, shafts, and foundations
- Improve overall equipment reliability
- Support condition-based and predictive maintenance strategies
When vibration is assessed against an accepted standard, maintenance decisions become clearer and more defensible.
The Common Gap: Vibration Data Without Engineering Context
Many sites collect vibration data but struggle to connect it to:
- As-installed geometry and alignment
- Structural stiffness and support conditions
- Design intent versus site reality
- Maintenance and modification history
Vibration issues are often symptoms of broader mechanical or structural problems. Without engineering context, vibration data alone can be misleading.
This is where vibration assessment benefits from being connected to engineering-grade site information.
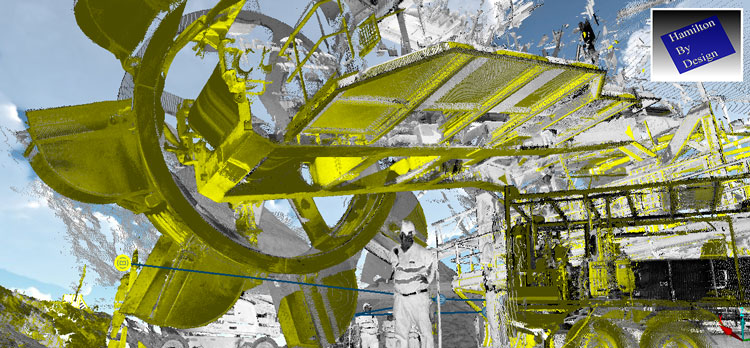
Engineering-Grade 3D LiDAR Scanning
https://www.hamiltonbydesign.com.au/home/engineering-services/engineering-grade-lidar-scanning/
How Hamilton By Design Helps
Hamilton By Design connects vibration standards with practical engineering outcomes through a coordinated service offering.
Engineering-Led Vibration Interpretation
We assess vibration results against AS ISO 10816 / 20816 using engineering judgement rather than relying solely on alarm limits. Machine type, operating duty, and site conditions are all considered.
Understanding the Physical Asset
By linking vibration data with mechanical layouts, drawings, and 3D models, we help identify whether vibration is driven by alignment issues, inadequate stiffness, foundation behaviour, or design constraints.
Mechanical Engineering Services
https://www.hamiltonbydesign.com.au/home/mechanical-engineering-consulting/mechanical-engineering/
SolidWorks & Mechanical CAD Services
https://www.hamiltonbydesign.com.au/home/engineering-services/solidworks/
Analysis Where Required
Where vibration levels indicate potential resonance, flexibility, or dynamic response issues, we support deeper investigation using structural and mechanical analysis tools.
SolidWorks FEA & Simulation
https://www.hamiltonbydesign.com.au/home/engineering-services/solidworks/solidworks-fea-simulation/
FEA Capabilities
https://www.hamiltonbydesign.com.au/home/engineering-services/fea-capabilities/
Clear, Usable Reporting
Our reporting focuses on:
- What the vibration levels indicate
- Why the issue matters to the asset
- What actions are recommended
This ensures vibration results directly support maintenance and engineering decisions.
Where This Approach Adds Value
A connected vibration and engineering approach is particularly valuable in:
- Mining and mineral processing plants
- Heavy industrial facilities
- Energy and utilities infrastructure
- Brownfield upgrades and asset life-extension projects
Vibration issues are frequently linked to steelwork design, support conditions, or historical modifications that were not fully engineered.
Challenges of Not Consulting AS 3990 – Mechanical Equipment Steelwork
https://www.hamiltonbydesign.com.au/challenges-of-not-consulting-as-3990-mechanical-equipment-steelwork/
AS 1755 – Conveyor Safety
https://www.hamiltonbydesign.com.au/as-1755-conveyor-safety/
Summary
AS ISO 10816 and AS ISO 20816 provide the benchmark for assessing mechanical vibration.
Hamilton By Design provides the engineering connection that turns those benchmarks into practical action.
By linking vibration data with 3D scanning, mechanical design, and engineering analysis, vibration assessments become clearer, more accurate, and far more useful across the asset lifecycle.

Related Engineering Services
3D Laser Scanning & Mechanical Design
https://www.hamiltonbydesign.com.au/3d-laser-scanning-mechanical-design-australia/
Mining Engineering Services
https://www.hamiltonbydesign.com.au/home/engineering-services/mining-engineering-services-australia/